Inicio / Producto / Rollo de lámina de plástico PET / Proceso de coextrusión de homopolímero antiestático Rollos de plástico PET para termoformado de bandejas electrónicas



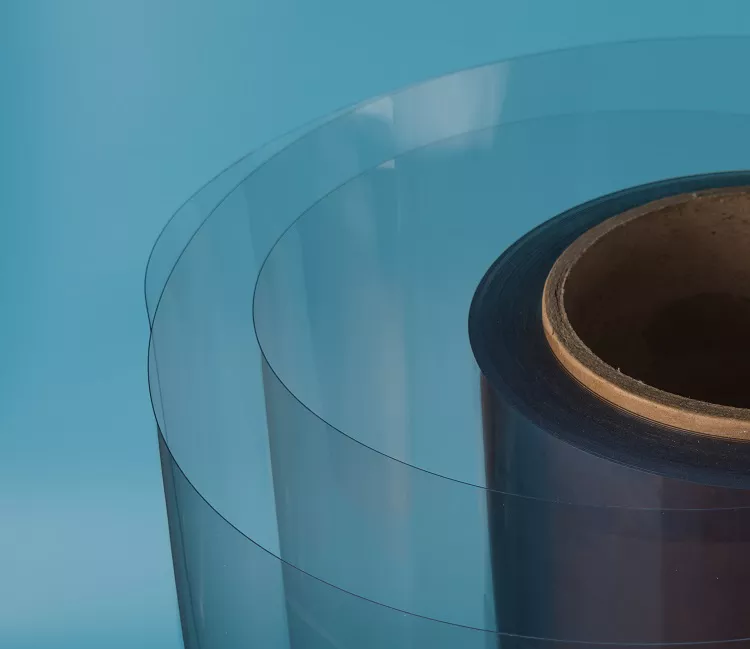
Proceso de coextrusión de homopolímero antiestático Rollos de plástico PET para termoformado de bandejas electrónicas
Pulixin es un excelente y principal fabricante y fábrica de láminas de plástico en China. Contamos con tecnología y equipos avanzados, experiencia madura en comercio exterior y exportación, y hemos establecido buenas relaciones de cooperación con clientes de más de 60 países. Suministro de muestras gratuitas, aceptamos OEM y ODM.
- Marca: PULIXIN
- Origen: Shanghai, China
- MOQ: 5 toneladas
- Grosor: 0,18~1,8 mm
- Anchura: 300~1400mm
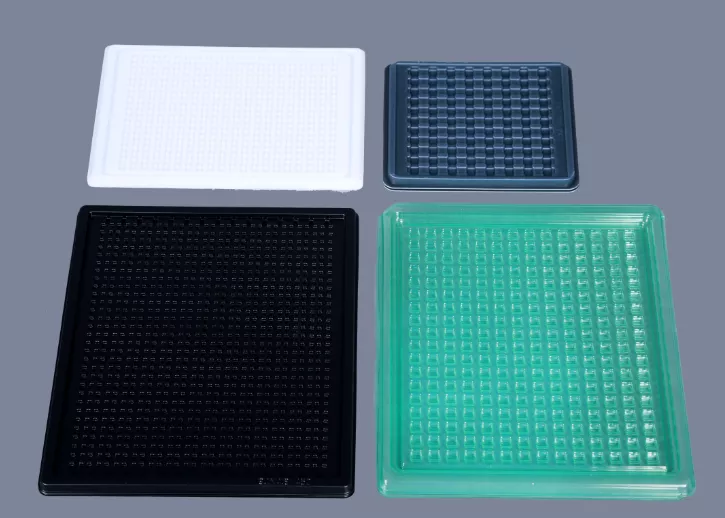
- Aplicación: Termoformado
- Enviar consulta
-
- Correo electrónico: lindy@pulixin.com
- Teléfono: +8615221762039
- WhatApp

- Wechat

Descripción
Descripción de Proceso de coextrusión de homopolímero antiestático Rollos de plástico PET para termoformado de bandejas electrónicas
El tereftalato de polietileno es el tipo más importante de poliéster termoplástico. Su nombre en inglés es Polyethylene terephthalate, abreviado como PET o PEIT (en adelante, PET), comúnmente conocido como resina de poliéster. El peso molecular molar de la unidad de repetición es de 192g/mol. Es un polímero de condensación de ácido tereftálico y etilenglicol. Junto con el PBT, se denomina poliéster termoplástico o poliéster saturado. En 1946, el Reino Unido expidió la primera patente para preparar PET. En 1949, la fórmula británica ICI completó la prueba piloto. Sin embargo, después de que la estadounidense DuPont comprara la patente, en 1953 se estableció la planta de producción, la primera del mundo en realizar una producción industrializada. En los primeros tiempos, casi todo el PET se utilizaba para fibras sintéticas (conocidas comúnmente como poliéster en nuestro país, realmente bueno). Desde la década de 1980, el PET ha hecho grandes avances en el desarrollo de plásticos de ingeniería. Se han desarrollado uno tras otro agentes nucleantes y aceleradores de la cristalización. El PET y el PBT juntos como poliésteres termoplásticos se han convertido en uno de los cinco principales plásticos de ingeniería.
El PET se divide en virutas de poliéster de grado fibra y virutas de poliéster de grado no fibra. ① El poliéster de grado fibra se utiliza para fabricar fibra cortada de poliéster y filamento de poliéster, y es la materia prima para que las empresas de fibra de poliéster procesen fibras y productos relacionados. El poliéster es la variedad más productiva en fibra química. ②El poliéster de grado no fibroso también se utiliza en botellas, películas, etc., que se utilizan ampliamente en la industria del embalaje, los aparatos electrónicos, la medicina y la salud, la construcción, la automoción y otros campos. Entre ellos, el envasado es el mayor mercado de aplicaciones no fibrosas del poliéster, y también es el mercado de PET que más crece. Campo rápido.
Ventajas del PET como material de envasado:
1. Tiene buenas propiedades mecánicas, la resistencia al impacto es de 3 a 5 veces superior a la de otras películas, y una buena resistencia al plegado.
2. Resistencia al aceite, la grasa, el ácido diluido, el álcali diluido y la mayoría de los disolventes.
3. Con una excelente resistencia a las altas y bajas temperaturas, puede utilizarse durante mucho tiempo dentro del intervalo de temperaturas de 120°C, y puede soportar altas temperaturas de 150°C y bajas temperaturas de -70°C en un uso a corto plazo, y tiene poco efecto en sus propiedades mecánicas a altas y bajas temperaturas.
4. La permeabilidad al gas y al vapor de agua es baja, y tiene una excelente resistencia al gas, al agua, al aceite y al olor.
5. Alta transparencia, puede bloquear los rayos ultravioleta, y buen brillo.
6. No tóxico, insípido, buena higiene y seguridad, y puede utilizarse directamente para envasar alimentos.
Especificación del proceso de coextrusión de homopolímero antiestático Rollos de plástico PET para termoformado de bandejas electrónicas


Parámetros del producto
Parámetros del proceso de coextrusión de homopolímero antiestático Rollos de plástico PET para termoformado de bandejas electrónicas
El proceso de moldeo del PET puede ser moldeo por inyección, extrusión, moldeo por soplado, recubrimiento, pegado, mecanizado, galvanoplastia, metalizado al vacío e impresión. A continuación se presentan principalmente dos tipos.
1. Nivel de moldeo por inyección ① Ajuste de temperatura: Boquilla: 280~295℃, sección delantera 270~275℃, sección media de forja 265~275℃, sección trasera 250-270℃; velocidad del tornillo 50~100rpm, temperatura del molde 30~85℃ , el molde amorfo está por debajo de 70℃, la contrapresión es de 5-15KG. ②Pruebe el secador desecante, la temperatura del barril es 240~280℃, la presión de inyección es 500~1400℃, la temperatura de moldeo por inyección es 260~280℃, la temperatura de secado es 120~140℃, y tarda 2~5 horas.
2. Para el nivel de la película, las virutas de resina de PET se secan previamente para evitar la hidrólisis y, a continuación, las escamas gruesas amorfas se extruden a través de un molde en T en una extrusora a 280°C, y luego se enfrían mediante un tambor de enfriamiento o refrigerante para mantener su forma amorfa para la orientación del estirado. A continuación, la película gruesa se estira biaxialmente mediante el tensor para formar una película de PET. El estiramiento longitudinal consiste en precalentar la lámina gruesa a 86~87℃, y estirarla unas 3 veces a lo largo de la dirección de extensión plana de la lámina gruesa a esta temperatura, para que su orientación pueda aumentar la cristalinidad y alcanzar una temperatura más alta: estiramiento transversal temperatura de precalentamiento 98~100℃, temperatura de estiramiento 100~120℃, relación de estiramiento 2,5~4,0, temperatura de fraguado térmico 230~240℃. La película después del estiramiento en las direcciones vertical y horizontal necesita ser termofijada para eliminar la deformación de la película causada por el estiramiento y hacer una película con mejor estabilidad térmica.
- Anterior:Proceso de coextrusión de homopolímeros rollos de lámina de plástico PET de alta transparencia
- Siguiente:Láminas antivaho de doble cara y láminas de doble cara de plástico PET para pantalla facial que le protegen de
Por qué elegir Pulixin
PULIXIN es un excelente fabricante líder de rollos de láminas de plástico PP en China. Nuestra fábrica cubre un área de más de 10.000 metros cuadrados y tiene 4 líneas de producción de láminas de polipropileno rígido con equipos avanzados internacionales. Puede producir entre 3.000 y 5.000 toneladas de láminas de plástico PP al mes, y la capacidad máxima de almacenamiento supera las 10.000 toneladas.- Fábrica de alto nivel

- 1, 6000㎡ Superficie
2, 10 líneas de coextrusión
3, 15 años de experiencia
4, más de 2300 clientes habituales
- Servicio considerado

- 1, Respuesta rápida a las consultas
2, Muestra gratuita previo pago de los gastos de envío
3, Gran capacidad, producción corta y entrega rápida
4, Inspección de fábrica aceptable
5, Asistencia OEM
- Estricto control de calidad

- 1, Error de grosor:+-0,1 mm
2, Peso erroe:+-1kg
3, Impedancia antiestática: +-0.1Ω
- Entrega puntual

- 1, Producción: 1días después del pago por adelantado
2, Entrega: 5 días después del pago final



