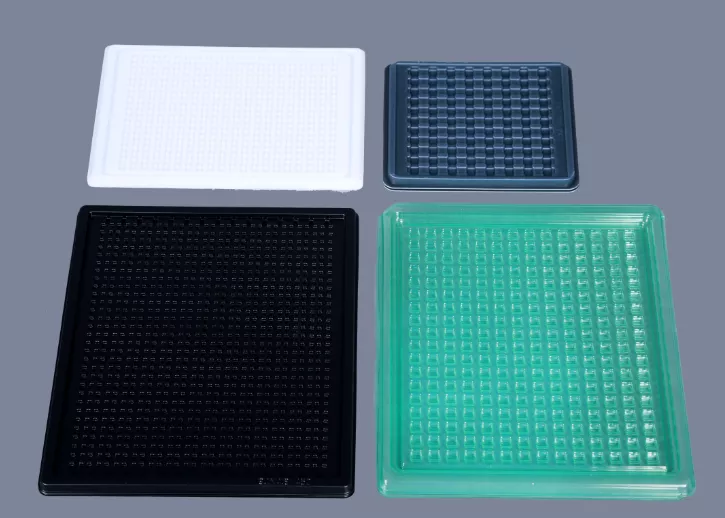
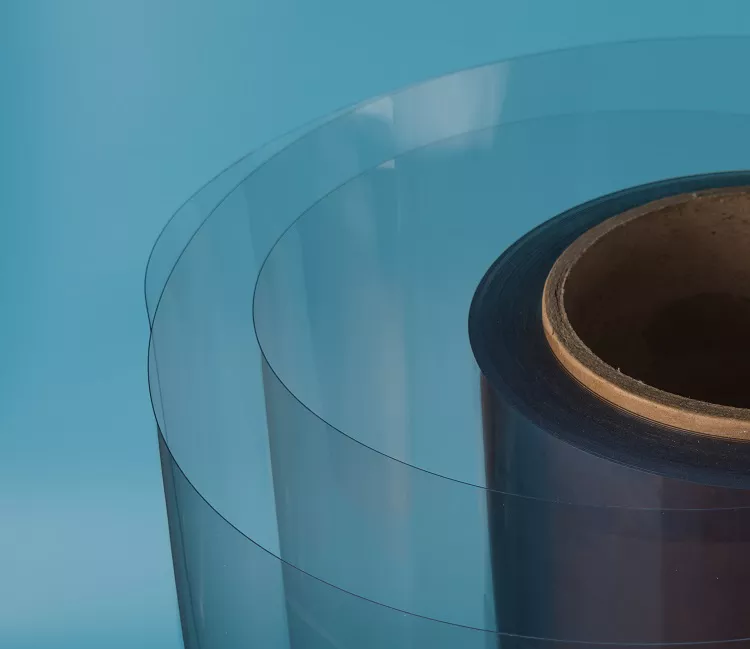
Parameters of Antistatic homopolymer coextrusion process PET plastic rolls for thermoforming electronical trays
El proceso de moldeo de PET puede ser moldeo por inyección, extrusión, moldeo por soplado, recubrimiento, enlace, mecanizado, electroplatación, recubrimiento de metal de vacío e impresión. El siguiente presenta principalmente dos tipos.
1. Nivel de moldeo por inyección ① Ajuste de temperatura: Boquilla: 280~295℃, sección delantera 270~275℃, sección de forjado media 265~275℃, sección trasera 250-270℃; velocidad del tornillo 50~100rpm, temperatura del molde 30~85℃, el molde amorfo está por debajo de 70℃, la contrapresión es 5-15KG. ②Pruebe el secador desecante, la temperatura del cilindro es de 240~280℃, la presión de inyección es de 500~1400℃, la temperatura de moldeo por inyección es de 260~280℃, la temperatura de secado es de 120~140℃ y tarda de 2 a 5 horas.
2. Para el nivel de película, las virutas de resina de PET se secan previamente para evitar la hidrólisis, y luego las escamas gruesas amorfas se extruyen a través de una matriz en T en una extrusora a 280 °C y luego se enfrían mediante un tambor de enfriamiento o refrigerante para mantenerlas en forma amorfa para orientación de estiramiento. Luego, el tensor estira biaxialmente la película gruesa para formar una película de PET. El estiramiento longitudinal consiste en precalentar la lámina gruesa a 86 ~ 87 ℃ y estirarla aproximadamente 3 veces a lo largo de la dirección de extensión plana de la lámina gruesa a esta temperatura, de modo que su orientación pueda aumentar la cristalinidad y alcanzar una temperatura más alta: temperatura de precalentamiento de estiramiento transversal 98 ~ 100 ℃, temperatura de estiramiento 100 ~ 120 ℃, relación de estiramiento 2,5 ~ 4,0, temperatura de fijación por calor 230 ~ 240 ℃. La película después de estirarse en las direcciones vertical y horizontal necesita ser termofijada para eliminar la deformación de la película causada por el estiramiento y hacer una película con mejor estabilidad térmica.