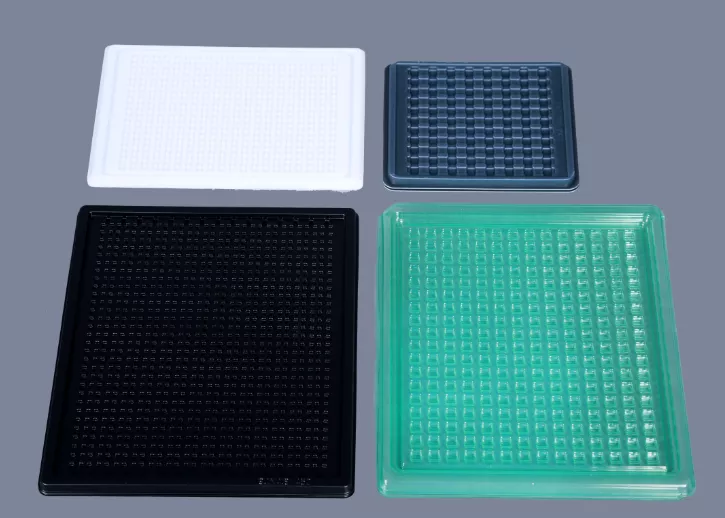
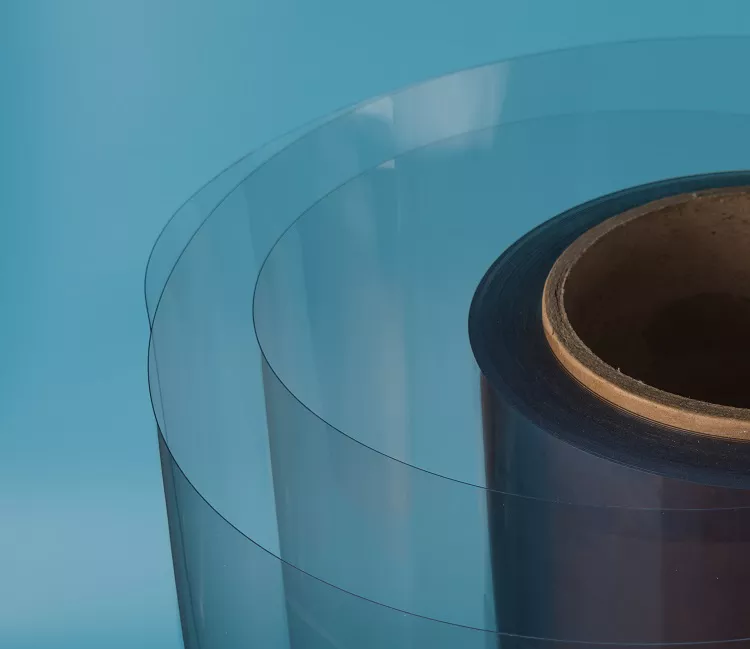
Parameters of Antistatic homopolymer coextrusion process PET plastic rolls for thermoforming electronical trays
Proses pencetakan PET dapat berupa pencetakan injeksi, ekstrusi, pencetakan tiup, pelapisan, pengikatan, permesinan, pelapisan listrik, pelapisan logam vakum, dan pencetakan. Berikut ini terutama memperkenalkan dua jenis.
1. Tingkat cetakan injeksi ① Pengaturan suhu: Nosel: 280~295℃, bagian depan 270~275℃, bagian penempaan tengah 265~275℃, bagian belakang 250-270℃; kecepatan sekrup 50~100rpm, suhu cetakan 30~85℃, cetakan amorf di bawah 70℃, tekanan balik 5-15KG. ②Coba pengering pengering, suhu barel 240~280℃, tekanan injeksi 500~1400℃, suhu cetakan injeksi 260~280℃, suhu pengeringan 120~140℃, dan membutuhkan waktu 2~5 jam.
2. Untuk tingkat film, serpihan resin PET dikeringkan terlebih dahulu untuk mencegah hidrolisis, dan kemudian serpihan tebal amorf diekstrusi melalui cetakan T dalam ekstruder pada suhu 280°C, dan kemudian dipadamkan dengan drum pendingin atau cairan pendingin untuk menjaganya. Bentuk amorf untuk orientasi peregangan. Film tebal tersebut kemudian diregangkan secara biaksial oleh tenter untuk membentuk film PET. Peregangan memanjang adalah dengan memanaskan terlebih dahulu lembaran tebal hingga 86~87℃, dan meregangkannya sekitar 3 kali sepanjang arah perpanjangan bidang lembaran tebal pada suhu ini, sehingga orientasinya dapat meningkatkan kristalinitas dan mencapai suhu yang lebih tinggi: peregangan melintang suhu pemanasan awal 98~100℃, suhu regangan 100~120℃, rasio regangan 2,5~4,0, suhu pengaturan panas 230~240℃. Film setelah diregangkan dalam arah vertikal dan horizontal perlu dipanaskan untuk menghilangkan deformasi film akibat regangan dan membuat film dengan stabilitas termal yang lebih baik.