
Principaux produits


Pulixin is an excellent and leading plastic sheet Manufacturer & factory in China. We have advanced technology and equipment, mature foreign trade and export experience, and have established good cooperative relations with customers in more than 60 countries. Free samples supply, OEM & ODM accepted



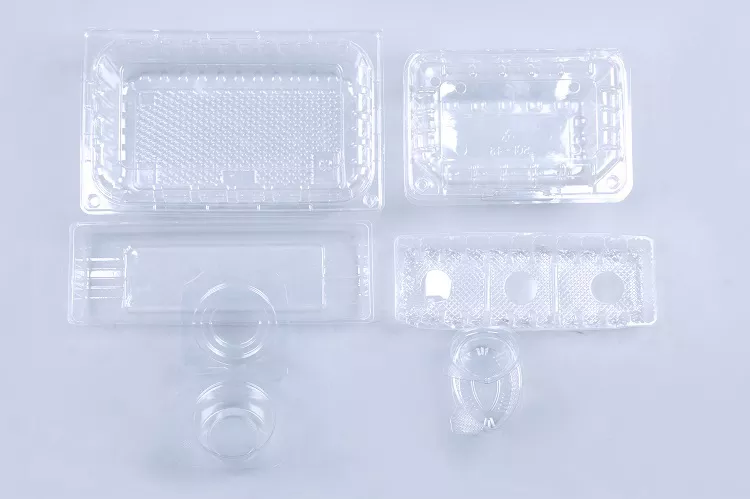
Le processus de moulage du PET peut être le moulage par injection, l'extrusion, le moulage par soufflage, le revêtement, le collage, l'usinage, la galvanoplastie, le placage métallique sous vide et l'impression. Ce qui suit présente principalement deux types.
1. Niveau de moulage par injection ① Réglage de la température : Buse : 280~295℃, section avant 270~275℃, section de forgeage centrale 265~275℃, section arrière 250-270℃ ; vitesse de vis 50 ~ 100 tr/min, température du moule 30 ~ 85 ℃, le moule amorphe est inférieur à 70 ℃, la contre-pression est de 5 à 15 kg. ②Essayez le séchoir déshydratant, la température du baril est de 240 ~ 280 ℃, la pression d'injection est de 500 ~ 1400 ℃, la température de moulage par injection est de 260 ~ 280 ℃, la température de séchage est de 120 ~ 140 ℃ et cela prend 2 à 5 heures.
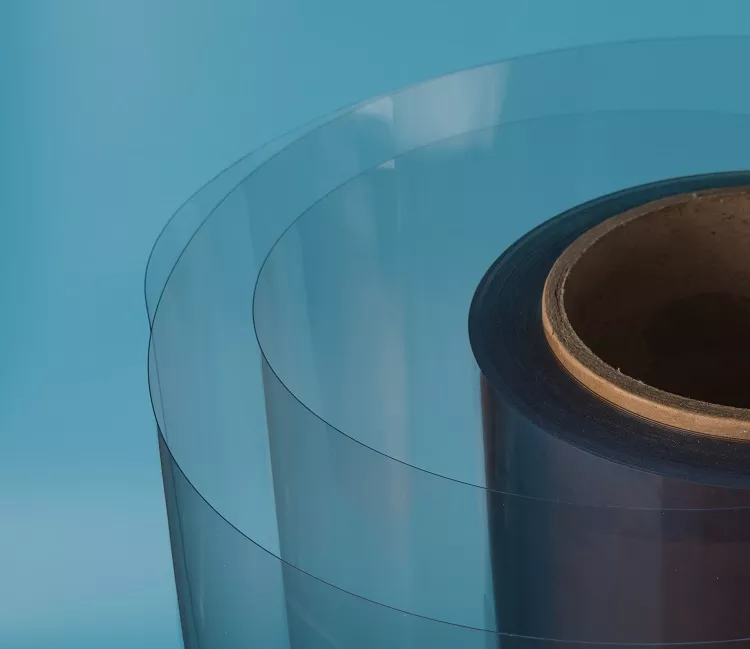
2. Au niveau du film, les copeaux de résine PET sont pré-séchés pour éviter l'hydrolyse, puis les flocons épais amorphes sont extrudés à travers une filière en T dans une extrudeuse à 280°C, puis trempés par un tambour de refroidissement ou un liquide de refroidissement pour les conserver Forme amorphe pour l'orientation d'étirement. Le film épais est ensuite étiré biaxialement par la rame pour former un film PET. L'étirement longitudinal consiste à préchauffer la feuille épaisse à 86 ~ 87 ℃ et à l'étirer environ 3 fois le long de la direction d'extension du plan de la feuille épaisse à cette température, de sorte que son orientation puisse augmenter la cristallinité et atteindre une température plus élevée : température de préchauffage d'étirement transversal 98 ~ 100 ℃, température d'étirement 100 ~ 120 ℃, rapport d'étirement 2,5 ~ 4,0, température de réglage de la chaleur. 230 ~ 240 ℃. Le film après étirement dans les directions verticale et horizontale doit être thermofixé pour éliminer la déformation du film causée par l'étirement et produire un film avec une meilleure stabilité thermique.
Coordonnées
No.32 Lubin Rd, zone industrielle Lucky, Shanghai, Shanghai, Chine Téléphone:+8613818585204 E-mail:[email protected]Suivez-nous


Scannez pour vous connecter avec nos ventes




Cliquez pour discuter sur WhatsApp

Produits